1南京联尊新型材料有限公司南京210044;
2东南大学江苏省土木工程材料重点实验室南京211189
摘要:为提高再生混凝土微粉的利用率,对比分析了加热磨细处理、再生混凝土微粉复合掺合料、再生混凝土微粉复合石膏矿渣水泥三种方法对M10砂浆性能的影响,并计算出每种方法下再生混凝土微粉的最大利用率。其中,掺合料采用再生玻璃微粉、纳米SiO2、凹凸棒石粘土。结果表明,再生混凝土复合掺合料中效果最好的是复合凹凸棒石粘土,可使再生混凝土微粉的利用率达到41.7%。在砂浆性能相近的情况下,再生混凝土微粉的最大利用率顺序为:再生混凝土微粉复合石膏矿渣水泥>再生混凝土微粉复合凹凸棒石粘土>再生混凝土微粉复合纳米SiO2>加热磨细处理>再生混凝土微粉复合再生玻璃微粉。因此,再生混凝土微粉复合石膏矿渣水泥是提高再生混凝土微粉利用率的最佳方法。
关键词:再生混凝土微粉;砂浆;性能;最大利用率
Comparativestudyofseveralmethodsofusingrecycledconcretepowdertoprepareready-mixedmortar
WangCongJun1,2PanGanghua1,2KuangTong1,2YangLin1,2
(1NanjingLianzunNewmaterialCo.Ltd.,Nanjing210044,China)
(2JiangsuKeyLaboratoryofConstructionMaterials,SoutheastUniversity,Nanjing211189,China)
Abstract:Toimprovetheutilizationofrecycledconcretepowder(RC),theaffectsofthreemethodsofgrindingandheatingtreatment,recycledconcretepowdercompositeadmixturesandrecycledconcretepowdercompositesupersulphatedcementonM10mortarareanalyzedcomparatively,andthemaximumutilizationofrecycledconcretepowderofeachmethodiscalculated.Whereinrecycledglasspowder,nano-SiO2andattapulgiteclayareusedasadmixtures.TheresultsshowthatthemostefficientofRCcompositeadmixturesisRCcompositeattapulgiteclaywhichmakestheutilizationofRCreaches41.73%.Inthecaseofsimilarmortarproperties,theorderofmaximumutilizationofRCisRCcompositesupersulphatedcement(GRCS)>RCcompositeattapulgiteclay(ARCS)>RCcompositenano-SiO2(NSRCS)>grindingandheatingtreatment>RCcompositerecycled>RCcompositerecycledglasspowder.Thus,GRCSisthebestmethodtoimprovetheutilizationofRC.
Keywords:recycledconcretepowder;mortar;properties;maximumutilization
伴随着土木工程建设的不断加快,建筑垃圾的产生量也在飞速增长,我国建筑垃圾的数量已占到城市垃圾总量的30%~40%。据有关部门的统计,在每万m2建筑的施工过程中,仅建筑垃圾就会产生500~600t[1]。将废弃混凝土、废弃黏土砖等建筑垃圾经逐级破碎、粉磨达到一定细度的微细粉末称为再生微粉,一般定义其粒径小于0.16mm,单独由废弃混凝土制备得到的微细粉末称为再生混凝土微粉。PengZhu[2]等人用由粘土砖和水泥块粉碎、研磨、干燥、分级得到的再生微粉分别以9%、18%、27%的取代率取代水泥,来制备活性粉末混凝土,结果表明:随着取代率的增大,混凝土流动性稍稍变差,抗折强度降低,抗压强度轻微减小,这证明了再生微粉取代部分水泥用于混凝土中是可行的。
基于再生微粉代替水泥用作胶凝材料,近年来国内外已有较多研究文献报道,其技术途径是提高再生微粉的活性,主要包括以下三种方式:
一、机械活化
李建勇[3]介绍了建筑垃圾再生微粉生产技术,主要包括四个工艺步骤:初级破碎、洁净处理、二次破碎和筛分、烘干均化和粉磨。孙岩[6]使用球磨机对废弃混凝土破碎过程中产生的碎屑进行球磨,随着球磨时间的不断延长,微粉粒径不断减少,当球磨时间达到150分钟时,再生微粉通过0.075mm筛孔的通过率可以达到78%。ZhongheShui[4]、胡曙光[5]等人使用热处理和机械粉碎结合的方法,可有效地实现粗、细骨料和水泥石的完全分离。
二、加热活化
ZhongheShui[10]等人研究了不同温度(300-900℃)下HCP(水化水泥浆)的胶凝特征。结果表明:DCP(脱水水泥净浆)的胶凝性能很大程度上取决于HCP的加热脱水温度。温度越高,DCP保持标准稠度的需水量越大,凝结时间越短,微结构越密实;当脱水温度在800℃时,浆体抗压强度最高。C.ALONSO[7]、华天星[8]、胡曙光[9]等通过XRD研究了热处理后水泥净浆及再生微粉的物相组成,结果均显示,高温(800℃)使得CSH凝胶的分解产物发生晶型转变,水化活性提高。
三、复合活化
LvLinnu[11]指出添加粉煤灰(FA)或粒化高炉矿渣(GGBFS)能够提高再生胶凝材料(RBM)浆体的工作性,GGBFS对RBM浆体强度有积极影响。ZhongheShui[12]研究利用脱水水泥净浆(DCP)激活粉煤灰的实用性,研究结果显示:当理论钙硅比为理想值时,粉煤灰可完全与DCP反应,得到密实的微结构。
上述三种活化方法理论已日渐成熟,但是综合活化效果和成本,究竟哪一种方法最好,尚未见文献报道。杨琳[13]的研究中,已经指出三种方法的最佳方案,本文将在此基础上评价加热磨细处理、再生微粉复合掺合料、再生微粉复合低温水泥这三种方法对M10砂浆性能的影响,并在砂浆性能相近的情况下分析了每种方法的再生微粉的最大利用率,从而指出最优的改性方法。
符号表
再生混凝土微粉:RC再生玻璃微粉:G
纳米SiO2:NS凹凸棒石粘土:A
再生微粉复合再生玻璃微粉:GRCS再生微粉复合纳米
SiO2:NSRCS
再生微粉复合凹凸棒石粘土:ARCS石膏矿渣水泥:SG
再生微粉复合石膏矿渣水泥:RCSG
1.原材料与试验方法
1.1原材料
1.1.1水泥
由江苏鹤林水泥厂提供的P•O42.5硅酸盐水泥。水泥的性能和矿物组成如表1、2所示:
表1P.O42.5普通硅酸盐水泥性能
表2P.O42.5普通硅酸盐水泥的主要化学成分(wt%)
注:其他为BaO,ZnO,MnO等低含量物质。
1.1.2再生混凝土微粉
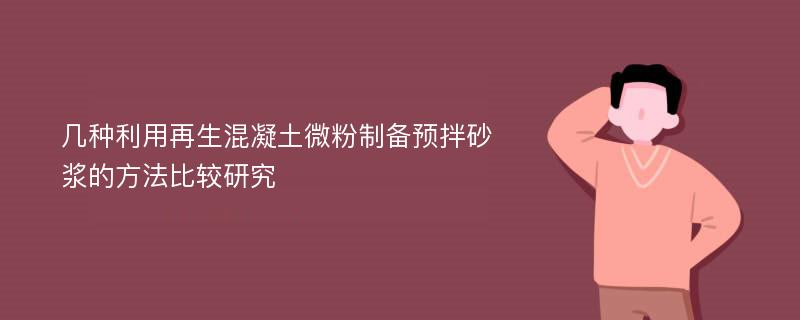
由江苏镇江建筑科学研究院集团股份有限公司提供的再生细骨料磨细制成,图1为再生混凝土微粉的XRD图谱,可以发现SiO2峰较高,即SiO2中主要成分为晶态的SiO2,其物理性能及矿物组成如表3、表4所示:
表3再生混凝土微粉性能
表4再生混凝土微粉化学组成(wt%)
图1再生混凝土微粉的XRD图谱
1.1.3脱硫石膏
由南京某电厂提供,含水量13.2%,二水石膏含量为91.02%,pH值8.8,呈现黄褐色潮湿颗粒。
1.1.4矿渣
由江南水泥粉磨公司提供的S95级磨细矿渣。
1.1.5粉煤灰
由镇江谏壁电厂提供的Ⅱ级粉煤灰。
1.1.6稠化粉
由江苏镇江建筑科学院集团股份有限公司提供,用以制备预拌砂浆的褐色粉末。
1.1.7细骨料
细骨料为河砂。
1.1.8水
自来水。
1.2试验方法和配合比
1.2.1加热磨细活化方法
从拆除混凝土建筑得到废弃混凝土,经过破碎机破碎得到再生细骨料,骨料经试验小磨粉磨5min过0.3mm筛得到较细颗粒,细颗粒用试验小磨粉磨10min后用0.15mm筛筛除较大颗粒,将得到的细颗粒粉磨60min,之后用马弗炉750℃煅烧2h,得到所需再生混凝土微粉。
1.2.2再生微粉复合掺合料
本文采用三种再生微粉复合掺合料配方,分别是:再生玻璃微粉(G):再生混凝土微粉(RC)为7:3;纳米SiO2(NS):再生混凝土微粉(RC)为8:22;凹凸棒石粘土(A):再生混凝土微粉(RC)为1:5,将这几种复合矿物掺合料分别标记为GRCS、NSRCS和ARCS。
1.2.3再生微粉复合石膏矿渣水泥
本文采用再生微粉复合石膏矿渣水泥(SG),SG的配方为:3%熟料,14%煅烧脱硫石膏,83%矿渣,其中熟料由1%Ca(OH)2,1%CaCO3和1%煅烧脱硫石膏混合后粉磨1小时制备而成。SG的各项性能指标如表5所示:
表5石膏矿渣水泥SG的性能指标
1.2.4M10砌筑砂浆的配合比
M10砌筑砂浆配合比按照JGJ/T98-2010《砌筑砂浆配合比设计规程》进行设计,基础配合比如表6所示:
表6M10砌筑砂浆配合比
其中,加热活化制得的再生混凝土微粉、再生微粉复合掺合料的掺量为10%~50%,级差为10%。
1.2.5砂浆性能试验方法
砂浆性能按照GB/T25181-2010《预拌砂浆》进行测试。
2试验结果与讨论
2.1再生微粉复合掺合料对M10砂浆性能的影响
表7是不同RC、GRCS、NSRCS、ARCS掺量下M10砂浆性能参数实测值,图2~5分别是掺合料掺量与砂浆稠度、2h稠度损失、保水率、28d抗压强度之间的关系,表8是不同掺合料掺量下砂浆28天强度下降率。
图2掺合料掺量与砂浆稠度的关系图3掺合料掺量与
砂浆2h稠度损失的关系
图4掺合料掺量与砂浆保水率的关系图5掺合料掺量与砂浆
28d抗压强度的关系
表7不同RC、GRCS、NSRCS、ARCS掺量对砂浆性能的影响
由表7、图2可以看出:随着RC和GRCS掺量的增加,砂浆稠度有增大的趋势,但是幅度不大,说明RC和GRCS的掺入对稠度影响不明显;同时随着NSRCS和ARCS掺量的增加,砂浆稠度呈现减小的趋势,说明NSRCS和ARAC的需水量比较大,但稠度都在70mm以上,满足表7中的要求,对工程施工的影响较小。2h稠度损失和保水率是砂浆十分重要的性能指标,前者过大或后者过小都不利于工程施工。由图3、图4可以看出:随着RC掺量的增加,砂浆2h稠度损失率有增大的趋势,同时保水率呈现减小的趋势;但是即使RC掺入量达到50%,砂浆的2h稠度损失和保水率仍然在合格的范围。同时随着GRCS、NSRCS和ARCS掺量的增加,砂浆2h稠度损失率呈现减小的趋势,而且保水率变化较小,说明GRCS、NSRCS和ARCS的掺入对砂浆保水性能影响不明显。由图5、表8可以看出:随着RC掺量增大,强度下降的程度增大,当RC掺量达到50%时,砂浆28天抗压强度下降了42.0%;而且当RC掺量超过30%时,砂浆强度低于10MPa,因此RC的最高掺量应不超过30%。GRCS、NSRCS和ARCS在掺量50%时强度降低幅度较低,均在27%左右。
表8不同掺合料掺量下砂浆28天强度下降率(%)
2.1.1RC、GRCS、NSRCS、ARCS对砂浆性能影响的分析
根据以上的分析,几种掺合料掺量在10%~50%时稠度、2h稠度损失率和保水率均合格,掺量相同时单独掺再生混凝土微粉的砂浆力学性能最差。掺RC、GRCS、NSRCS和ARCS的砂浆强度高低顺序为GRCS>ARCS>NSRCS>RC。原因是复合掺合料增加了活性成分,促使水化过程发生火山灰反应;其次是其中的晶态SiO2等颗粒发挥了微集料效应,可填充水化过程形成的孔隙,使微结构密实化。
2.1.2RC、GRCS、NSRCS、ARCS的最高掺量
保证砂浆的各项性能在标准规定的范围内,可知单掺RC的掺量最高为20%,GRCS、NSRCS、ARCS最高均可以达到50%,此时M10砂浆具有相近的性能。
2.1.3GRCS、NSRCS、ARCS掺量最高时的实际RC利用率
根据三种再生微粉复合掺合料的配方,可以算出GRCS、NSRCS、ARCS掺量最高时的实际RC利用率,其中,RC利用率是根据各种方法RC占的比例得出的RC占胶凝材料的百分比,计算结果如表9所示:
表9GRCS、NSRCS、ARCS掺量最高时的实际RC利用率(%)
综上所述,单掺RC、GRCS、NSRCS、ARCS达到最高掺量时,实际RC利用率大小顺序为:ARCS>NSRCS>RC>GRCS。
2.2再生微粉复合石膏矿渣水泥(RCSG)对M10砂浆性能的影响
表10为不同掺量再生混凝土微粉的石膏矿渣水泥砂浆性能,由表10可以发现:复合石膏矿渣水泥中再生混凝土微粉掺量较低(10%左右)时,再生混凝土微粉的掺入能够提高砂浆的强度;再生混凝土微粉掺量继续提高,复合石膏矿渣水泥预拌砂浆的强度逐渐降低,这是因为当再生混凝土微粉掺量过高时,会导致可参与水化反应的活性物质减少,大部分再生混凝土微粉只能在浆体中起填充作用,导致强度不能继续增长。当再生混凝土微粉掺量达到50%时,28天抗压强度较不掺试样降低了35.4%,但其强度依然在10MPa以上,说明复合石膏矿渣水泥中再生混凝土微粉的掺量可达到50%左右,这比在普通硅酸盐水泥的掺量显著提高,说明复合低温水泥的效果比单掺再生混凝土微粉好,掺RC、GRCS、NSRCS和ARCS以及再生混凝土微粉复合石膏矿渣水泥的砂浆力学性能排序为RCSG>GRCS>ARCS>NSRCS>RC。另外,复合石膏矿渣水泥中RC掺量在10%~50%时稠度、2h稠度损失率和保水率均合格。由此可知再生微粉复合低温水泥制备M10砂浆时,RC利用率不小于50%。故GRCS、NSRCS、ARCS、RCSG、单掺RC的利用率大小顺序为:RCSG>ARCS>NSRCS>RC>GRCS。
表10不同掺量再生混凝土微粉的石膏矿渣水泥砂浆性能
3.结论
1)再生微粉复合石膏矿渣水泥制备M10砂浆时,RC的利用率最高,且RC掺量为50%时,砂浆各项性能指标仍然满足标准要求,利用再生微粉复合石膏矿渣水泥制备M10预拌砂浆可使得RC的利用率在50%以上。
2)再生微粉复合掺合料中效果最好的ARCS使得RC的利用率达到了41.7%,但是当ARCS掺量达到50%时,砂浆强度降到10MPa左右。
3)综合比较RC的最高利用率、对砂浆性能的影响,再生混凝土微粉复合石膏矿渣水泥是提高再生混凝土微粉利用率的最佳方法。
参考文献:(References)
[1]周文娟,陈家珑,路宏波.我国建筑垃圾资源化现状及对策[J].建筑技术,2009(8):741-744.
ZhouWenjuan,ChenJialong,LuHongbo.Statusandcountermeasuresofdomesticconstructionwasteresources[J].ArchitectureTechnology,2009(8):741-744.
[2]ZhuP,MaoXQ,QuWJ,etal.Investigationofusingrecycledpowderfromwasteofclaybricksandcementsolidsinreactivepowderconcrete[J].ConstructionandBuildingMaterials,2016(113):246-254.
[3]李建勇.建筑垃圾再生微粉技术研究[J].建设科技,2014(1):32-33.
LiJianyong.Studyofconstructionwasterecycledpowder[J].ConstructionTechnology,2014(1):32-33.
[4]ShuiZH,XuanDX,ChenW,etal.Cementitiouscharacteristicsofhydratedcementpastesubjectedtovariousdehydrationtemperatures[J].ConstructionandBuildingMaterials,2009,23(1):531-537.
[5]胡曙光,何永佳.利用废弃混凝土制备再生胶凝材料[J].硅酸盐学报,2007(5):593-599.
HuShuguang,HeYongjia.Preparationofregeneratedbindingmaterialusingwasteconcrete[J].JournaloftheChineseCeramicSociety,2007(5):593-599.
[6]孙岩.再生混凝土微粉/水泥基透水性复合材料的试验研究[D].昆明理工大学,2011.
[7]AlonsoC,FernandezL.Dehydrationandrehydrationprocessesofcementpasteexposedtohightemperatureenvironments[J].Journalofmaterialsscience,2004,39(9):3015-3024.
[8]华天星.再生胶凝材料改性及性能研究[D].武汉理工大学,2012.
[9]胡曙光,何永佳,吕林女,等.掺低温煅烧再生胶凝材料的混合水泥水化体系特性[C].广州:第九届全国水泥和混凝土化学及应用技术会议,2005:132-138.
[10]ShuiZH,XuanDX,ChenW,etal.Cementitiouscharacteristicsofhydratedcementpastesubjectedtovariousdehydrationtemperatures[J].ConstructionandBuildingMaterials,2009,23(1):531-537.
[11]LuLN,HeYJ,HuSG.Bindingmaterialsofdehydratedphasesofwastehardenedcementpasteandpozzolanicadmixture[J].JournalofWuhanUniversityofTechnology--MaterialsScienceEdition,2009,24(1):140-144.
[12]ShuiZH,YuR,DongJ.Activationofflyashwithdehydratedcementpaste[J].ACIMaterialsJournal,2011,108(108):204-208.
[13]杨琳.再生混凝土微粉制备再生胶凝材料的研究[D].东南大学,2016.
作者简介:王从军(1984-),男,大专,工程师,南京联尊新型材料有限公司实验室主任;